发布时间:2021-11-01 16:52:44

全国统一服务电话
0371-6777 2727
 扫码拨打
扫码拨打
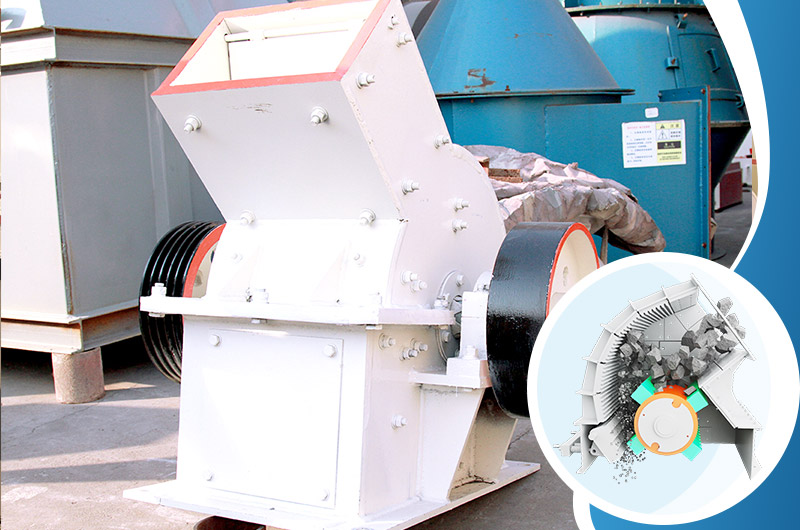
单齿辊破碎机在钢厂生产运行中有着十分重要的作用,主要用来破碎烧结饼。由于其所处生产环境十分恶劣,且设备生产强度大,容易造成设备损伤,尤其是辊轴部位。那么,如何对单齿辊破碎机辊轴部件进行修复呢,下面是详细的修复方法及步骤。
.jpg "对辊破碎机")
(1)准备
需清理油污、尘泥、裂碎块、铁锈,检测各主要工作部位及装配部位的形位尺寸,并做好记录。对辊轴装置通水打压(0.7MPa),保压15 min,检查主轴及辊齿各部位的漏水或渗水情况(把掉落的齿的部位进行临时封堵)。
(2)修复方案
辊齿部位磨损较轻,且水压试验不漏水处可直接对辊齿进行堆焊。磨损严重或水压试验出现渗漏的,可将整个辊齿用碳弧创割除,重新制作后再与主轴焊接。
(3)具体实施
①辊齿的修复
辊齿打底、填充先采用J506焊条,J506焊条先进行380度烘干,保温1小时,后采用立焊对称堆敷,堆敷完每一层后用铁锤进行锤击去应力处理。辊齿表面层采用D856条,堆焊前在300℃对焊条烘干,并保温1小时;并对预施焊部位进行预热,预热温度150℃,焊条采用直径4mm,焊接电流200A,两个人同时采用横敷对称焊,从下往上一道道堆敷。焊完立即用石棉布覆盖保温缓冷。

②辊轴与辊齿的组焊
将辊轴两端架设在两个滚轮上,辊齿根部用碳弧气刨加工单边V型坡口并固定在辊轴的相应位置上。打底层和填充层采用J506焊条,堆敷每层后都进行锤击去应力处理表面层采用D856焊条,焊后对焊缝整体加热100度后用石棉布覆盖保温缓冷。每焊完一列,转动辊轴再焊接下一列,直到焊完。
(4)机加工组装
所有需要焊接或堆焊的部位实施焊接并达到要求后,对主轴轴承及密封部位进行机加工,以保证各部位的装配尺寸,较后按图样技术要求进行组装。
采用上述方法对单辊破碎机辊轴装置进行修复,可大大降低修复成本,经济效益明显, 对企业降低生产成本具有积极的推动作用。
有需要的用户欢迎免费咨询红星机器厂家的技术人员。
 上一篇:
三辊破碎机的常见故障及处理办法总结
上一篇:
三辊破碎机的常见故障及处理办法总结
 下一篇:
立轴式破碎机在水泥生产中的使用及维护注意事项
下一篇:
立轴式破碎机在水泥生产中的使用及维护注意事项




免费提供设备报价、方案设计等服务,欢迎您随时咨询,我们将第一时间给予回复


01.鹅卵石制砂用什么设备?
02.建筑垃圾处理用哪种机器好?
03.移动式的破碎设备需要投入多少钱?
04.我想要一套碎石生产线设备详细的配置方案和报价
05.履带式移动破碎机价格多少?




